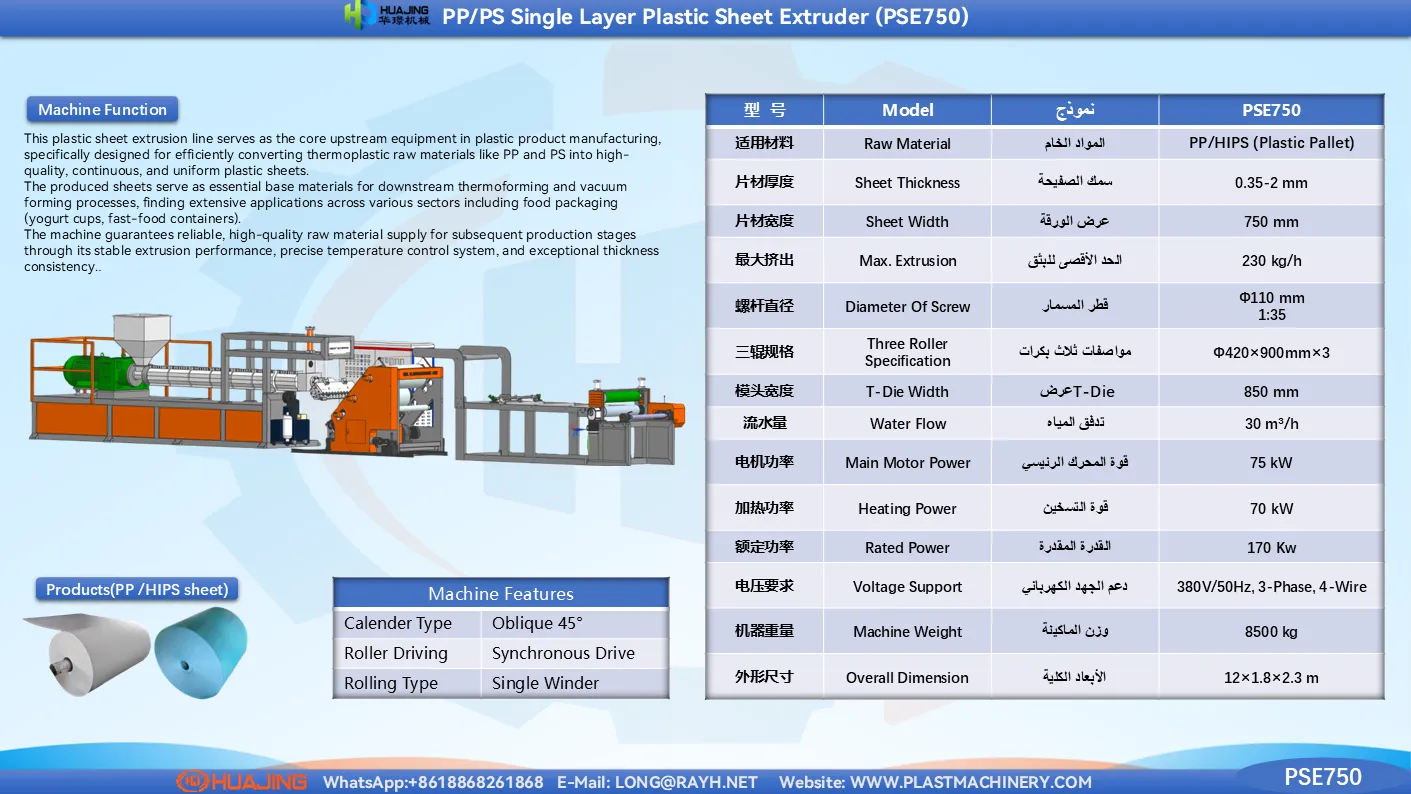


塑料片材挤出生产线是一条自动化生产线,通过加热、熔化、加压、挤出、冷却和成型加工塑料原材料(颗粒),以生产连续的塑料片材。
这些片材然后可以通过后续的热成型和其他工艺进一步加工,成为各种日常产品,如:
食品包装:一次性杯子、酸奶杯、果冻杯、快餐容器、托盘。
Consumer商品:化妆品包装、牙刷蛤壳、文具。
塑料片材挤出生产线的核心部件A完整的生产线主要由三个主要系统组成:挤出系统、成型和冷却系统以及运输和卷绕系统。
1。挤出SystemThis是生产线的“心脏”,负责将固体塑料熔化和塑化成均匀的熔体并稳定地挤出。
Extruder:核心部件是螺杆和桶。旋转的螺杆输送、压缩、熔化和均化塑料。根据功能,螺杆通常分为进料部分、压缩部分和计量部分。
Die(head):这是决定片材宽度和厚度均匀性的关键部件。熔融塑料通过模具形成扁平、宽的“熔体幕”。常用衣架模具;其流道设计确保了整个宽度上一致的流速和压力。
Screen Changer:安装在挤出机和模具之间,它从熔体中过滤杂质和未塑化颗粒,确保产品质量和模具安全。类型包括手动和自动连续更换器。
2。成型和冷却SystemThis是生产线的“成型车间”,负责将熔体变成固体片材。
Three-Roll堆垛(压延机):这是最关键的成型设备。它通常由三个精密加工的金属辊(顶部、中部和底部)组成,可以用热油或冷却水temperature-controlled。
Functions:
成型:来自模具的熔体立即被拉入顶部和中间辊之间的辊隙,被压延到所需的厚度。
冷却:片材通过三个辊并逐渐冷却。
表面抛光:辊的光滑表面赋予片材光泽或特定的表面纹理(例如,哑光)。
辊温度控制:精确控制每个辊的温度是确保表面质量(光滑,无缺陷)和内部性能(降低内应力)的关键。
3。拖放和卷绕SystemThis是生产线的“材料处理程序”,负责将成型的片材稳定地运输到末端并将其卷绕成卷。
Haul-Off卷:通常是一对橡胶和金属卷,它们抓住片材并以恒定的速度向前拉,提供稳定的张力以确保恒定的线速度并防止变形。
Edge Trimming System:切断片材的不平整边缘。修边通常由破碎机造粒并回收回挤出机。
Winder(Rewinder):将连续的片材卷绕成整齐、均匀张紧的大卷,用于运输和进一步加工。
Production工艺FlowPlastic颗粒装载机挤出机(熔化和塑化)模具(表格熔化帘)三辊堆叠(成型和冷却)拖放卷边缘修剪卷绕检查和Packaging
Key技术和ConsiderationsRaw材料:最常用的材料有PP(聚丙烯)、PS(聚苯乙烯)等。不同材料之间的加工温度和流动特性差异很大。
螺杆设计:螺杆设计(例如压缩比、长径比)必须根据原材料的特性(例如对热降解的敏感性)来选择。
Temperature控制精度:整个系统的温度——从挤出机机筒的每个区域到模具和三辊堆叠——必须得到精确控制。温度波动直接影响产品质量。